Key Publications and Presentations:
MTR uses SolvSep® membrane systems to dehydrate organic solvents widely used in the pharmaceuticals and fine chemicals industries.
Many commercial hydrophilic solvents form azeotropes or have vapor-liquid equilibrium (VLE) pinch points with water, which makes solvent recovery by conventional distillation difficult. Solvents that form such azeotropes or have such pinch points include isopropyl alcohol (IPA), acetone, methyl ethyl ketone (MEK), ethyl acetate, ethanol, butanol and tetrahydrofuran, etc. Molecular sieve drying is possible, but is energy intensive and is generally not economical for situations where the water concentration is more than 2-3 wt%. Pressure swing distillation or extractive distillation is often used for feed streams containing more than a few percent water, but the capital cost of the columns needed is an issue, as well as the high operating cost caused by the high steam consumption of the distillation process.
Our zeolite membrane processes offer a simple alternative to distillation technology. Using either Pervaporation or Vapor permeation of water through the robust zeolite membrane allows almost complete recovery of dry organic solvent, which can be reused without further processing or treatment. The water content of the solvent is reduced to the 0.1 to 1.0 % range.
The SolvSep Solution
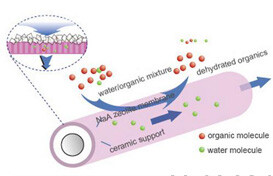
The thin zeolite layer separates water (molecular diameter 2.9Å) from organics
In the vapor permeation operating mode, the feed liquid typically containing 10 to 15 wt% water is evaporated at 120-130 °C in a 3 bar (abs) evaporator. The slightly super-heated vapor is then circulated through a bank of tubular zeolite membranes that permeate water as low pressure permeate. The hot dehydrated solvent is condensed to produce product containing 0.1 to 1.0 wt% water depending on the customer. The low pressure water permeate is cooled and condensed.
In the pervaporation operating mode, the feed liquid is pressured up (2 to 4 bar abs) and heated to a temperature slightly below its saturation point. The liquid is then fed to a membrane pressure vessel, where it gets circulated through a bank of tubular zeolite membranes. Water preferentially permeates the zeolite membrane, producing a dehydrated product stream. The water-enriched permeate vapor is cooled and condensed.
Using either of the two methods, 95-99% of the solvent is recovered in the dry product.
Our zeolite membranes are suitable for dehydration of a variety of chemicals such as alcohols, ethers, ketones, aromatic and aliphatic hydrocarbons.

A one million gallon per year ethanol dehydration plant. The system reduces the water content from 10 wt% to 0.5 wt%, 98% recovery of the feed ethanol is achieved.
Benefits
- Recovery of the solvent product typically achieves payback times of less than 1 year from the value of the recovered solvent
- Steam usage is typically less than half that of alternative distillation techniques
- Membranes are robust and multiyear lifetimes are achieved
- Systems are compact, require minimal operator attention and no secondary waste streams are produced.
Depending on the size of the plant, membrane modules containing 7 m2 to 20 m2 are used. If membrane replacement is needed, modules are simply disconnected and replaced with new units.

Membrane modules with different packing areas